
�a(ch��n)Ʒ����ٌ�(d��o)��
- ���P䓏�(f��)�Ϲ�
- �p���ُ�(f��)�Ϲ�
- ��(n��i)�r���P䓏�(f��)��䓹�
- ����\��(n��i)�r���P䓏�(f��)��䓹�
- ��(n��i)�r���P䓏�(f��)�Ϲܼ�
- �{�^���߷��Ӳ��P䓏�(f��)�Ϲ�
- ��(n��i)�r���P䓹�
- �o�p䓹܃�(n��i)�r���P䓏�(f��)�Ϲ�


������
���ӑB(t��i)
��(d��ng)ǰλ�ã���� | ���ӑB(t��i) | �p���ُ�(f��)�Ϲ����a(ch��n)����(2)
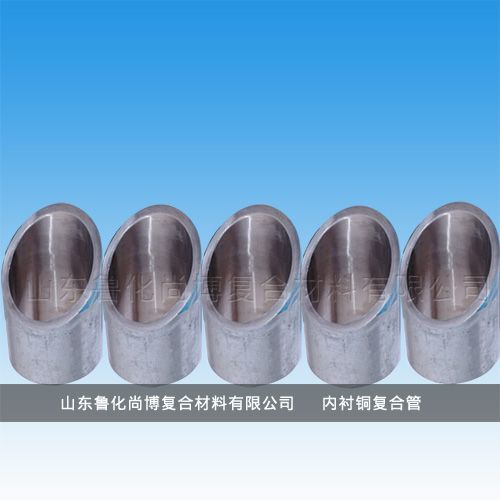
�p���ُ�(f��)�Ϲ����a(ch��n)����(2)
2�����Ώ�(f��)�Ϸ�
¡�γəC����
¡���b��õă�(n��i)�����ͨ�^һ�������F�ȵģ�ͨ���F�Ȟ�1:25��1:50�������݆����A�ߴ�̶���ģ�ߣ���(n��i)�r���S������ǰ����ͨ�^����ģ�ߔD�����U���ķ�ʽ������(n��i)�r����ֱ�������(f��)�ϵ�����ܵă�(n��i)����������ͨ�^�^�m(x��)�U��ʹ�����Ҳ̎�ڏ���׃�εķ�����(n��i)����(d��ng)����ȥ����(n��i)�r�ܳ�����׃�Οo���տs�������̎�ڏ���׃�γ��տsڅ�������܃�(n��i)�r�ܵ��������������(n��i)���揊����Ƕ���ڃ�(n��i)�r�ܵ������������(f��)�ϳ�����
¡���c��
¡�����a(ch��n)��ˇ���^�������r���^���� ��
¡�� ��(f��)�Ϲ܃�(n��i)����A���Ⱥ���
¡
¡Ӱ�Ʒ�|(zh��)�����أ�
¡�� ��������܃�(n��i)�����ΠҎ(gu��)�t����ƽ�߶�Ӱ���ģ��݆���� ����A�ߴ�ȫ�г̵�ͨ�^��
¡������ģ�����݆���ǙCе�ӹ������A��������S�ľ�ƽ��ǰ����ģ���c��(n��i)�r�ܵIJ��|(zh��)��Ӳ���ܛ��������ΔU���^������ģ��Ƕ���ڃ�(n��i)�r�܃�(n��i)�����С���(d��ng)����ܲ�Ҏ(gu��)�t�ă�(n��i)����Ӱ�����ģ��ͨ�^�r�����������ģ���S���c��(n��i)�r���S���γɊA�����U����ģ�����݆��ֱ������(d��ng)���F(xi��n)���Q�IJ�ƽ�߶ȕr����������������ģ���ϵ�������360�ȷ������nj��Q�����@�Ӿ͕��������ģ�ߟo�������ɷN�F(xi��n)��ʹ��(n��i)�r���ܔD��̎����׃�μӴ����������ģ�����݆��̎��������(n��i)�r�ܱ������������❍�ȵ��Ɖ��������o��ͨ�^���@�N��r�ڏ�(f��)���^��ֱ�����p���ُ�(f��)�Ϲܕr�������@�����˱��C����Ʒ�|(zh��)��Ч��ͨ�����ÜpС����ģ�����݆���ߴ�����ˏ�(f��)�Ϻ���p���ُ�(f��)�ϹܽY(ji��)�� ��С��ͨ���H��0.2~0.3MPa֮�g��
¡�� ���ڽY(ji��)������ʹ�Ã�(n��i)��ܭh(hu��n)��Y(ji��)�����g϶������(n��i)�r���ڹܶ˺���̎������(f��)���ܽ��|(zh��)ݔ���^������������׃��Ť�����ۏ�����ʹ�B��̎���F(xi��n)����ƣ�����_������(d��o)�����g�����½��������N�F(xi��n)����
¡�� ���ڃ�(n��i)�r�ܛ]���_����ֵ�����׃������(n��i)�r�܃�(n��i)�������������c���������a(ch��n)���ı��扺��(y��ng)�����_������ֵ��w�F(xi��n)�����扺��(y��ng)�����]�з�ӳ�����r����(n��i)�r����ֱ�p����̎��̎������(y��ng)����B(t��i)����˃�(n��i)�r�ܱ������w��������ֱ�p����̎�����ᑪ(y��ng)�����g�����½����������������ι�ˇ������ģ�߳�ֱ���\������(n��i)�r�ܱ���ʼ�K̎������(y��ng)����B(t��i)������ǔUɢ�Y(ji��)����ֻ������������M�е���ӹ����@�þo����������ӹ���(f��)�Ϲ���������ߜؾ��зӃA������(f��)���ܕ���(y��ng)��ጷŶ�ʧЧ���@��������ԓ��ӹ���ֻ�����^�͜ضȵĭh(hu��n)����ʹ����(�D(zhu��n)�dՈע��ɽ�|�����в���(f��)�ϲ�������˾-��(n��i)�r���P䓏�(f��)�Ϲ���
��һƪ���p���ُ�(f��)�Ϲ����a(ch��n)����(1)
��һƪ���p���ُ�(f��)�Ϲ����a(ch��n)����(3)����Һ����(f��)�Ϸ�
�a(ch��n)Ʒ���]
|
|